
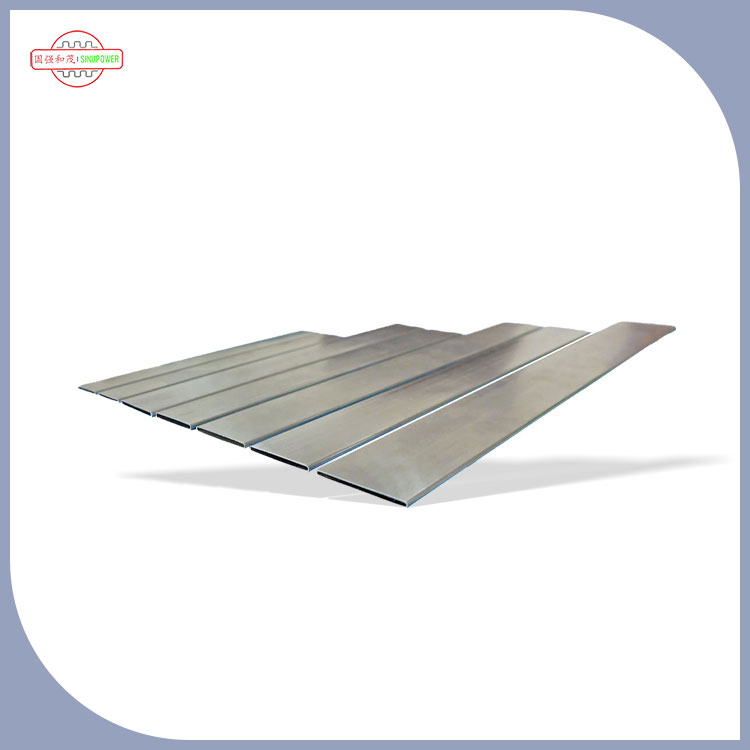
Sinupower explore commentTubes rectangulairesse comportent pendant les processus de découpe, de perçage et de soudage dans des environnements de fabrication modernes, où la géométrie et la réponse des matériaux influencent directement la précision et la fiabilité structurelle dans les applications en aval.
Dans les ateliers de fabrication, les profilés creux rectangulaires sont souvent traités comme de simples éléments structurels, mais la réalité est plus nuancée. Leurs surfaces planes, leurs angles vifs et leur comportement à épaisseur de paroi variable présentent des défis uniques par rapport aux profils circulaires. Chaque étape (découpe, perçage et soudage) nécessite un contrôle minutieux des contraintes, de la chaleur et de la déformation pour maintenir la précision dimensionnelle et la stabilité fonctionnelle.
Les tubes rectangulaires sont largement utilisés dans les systèmes où l'efficacité de l'espace et la répartition de la charge sont importantes. Cependant, leur géométrie crée des points de concentration de contraintes inégaux, notamment dans les coins.
Contrairement aux tubes ronds, où les forces se répartissent uniformément le long de la courbure, les profils rectangulaires concentrent les contraintes le long des bords. Cette caractéristique devient particulièrement importante lors des processus de fabrication, où la force mécanique et l'apport thermique peuvent altérer l'intégrité structurelle s'ils ne sont pas correctement contrôlés.
La forme rectangulaire introduit trois effets d'ingénierie clés :
- Amplification des contraintes d'angle
- Répartition inégale de la chaleur pendant le soudage
- Rigidité dépendante de la direction
Ces effets influencent la manière dont chaque étape de fabrication est planifiée et exécutée.
La découpe est la première étape au cours de laquelle les tubes rectangulaires commencent à montrer un comportement dépendant de la géométrie. Qu'il s'agisse de scies mécaniques, de systèmes abrasifs ou de méthodes de découpe thermique, le matériau réagit différemment sur les surfaces planes et sur les coins.
En découpe mécanique :
- Les surfaces planes permettent un contact stable de la lame
- Les coins ont tendance à générer des pics de vibrations
- La formation de bavures est plus probable aux sorties des bords
La rigidité des sections rectangulaires signifie que les forces de coupe ne sont pas absorbées uniformément, ce qui nécessite des vitesses d'avance contrôlées pour éviter les distorsions.
Lorsque des méthodes thermiques sont utilisées, un chauffage localisé introduit des différences de dilatation à travers la paroi du tube. Étant donné que la géométrie rectangulaire comporte plusieurs chemins thermiques, la chaleur se dissipe de manière inégale, provoquant parfois une légère déformation si le refroidissement n'est pas équilibré.
Le perçage introduit l'une des interactions les plus intéressantes entre la force de l'outil et la géométrie du matériau. Les faces plates deTubes rectangulairespermettent une entrée stable de l'outil, mais la répartition des contraintes internes change à mesure que le foret pénètre.
Pendant le forage :
- Le contact initial est stable grâce au support de surface plane
- La pénétration moyenne crée des zones d'accumulation de copeaux
- La phase de sortie génère souvent des risques de déformation
Le côté sortie est particulièrement sensible car le support matériau est réduit, entraînant une potentielle formation de bavures ou une légère ovalisation des trous.
À mesure que le foret avance, la contrainte se redistribue le long des parois du tube. Les coins peuvent absorber ou refléter les contraintes en fonction de l'épaisseur et de la composition du matériau. Cela rend la régularité du forage dépendante à la fois du contrôle de l’alimentation et de la stratégie de refroidissement.
C'est dans le soudage que les tubes rectangulaires présentent leur réponse physique la plus complexe. La combinaison de l’apport de chaleur et de la contrainte géométrique conduit à une expansion, une contraction et une formation de contraintes résiduelles localisées.
Contrairement aux sections circulaires qui permettent une diffusion plus douce de la chaleur, les profils rectangulaires concentrent l'énergie thermique le long des cordons de soudure et des coins. Cela crée :
- Taux de refroidissement inégaux
- Distorsion localisée près des articulations
- Accumulation de contraintes résiduelles le long des bords
À mesure que la zone soudée refroidit, les forces de contraction s’exercent de manière inégale sur les panneaux plats. Cela peut entraîner une légère courbure ou une distorsion angulaire s’il n’est pas équilibré grâce à un séquençage contrôlé.
| Étape du processus | Défi principal | Comportement du tube rectangulaire | Contrôler la mise au point |
| Coupe | Vibrations des bords | Concentration de contraintes dans les coins | Stabilité de l'alimentation |
| Forage | Déformation de sortie | Libération inégale du stress | Assistance et refroidissement |
| Soudage | Distorsion thermique | Accumulation de chaleur dans les coins | Bilan thermique |
| Post-traitement | Correction dimensionnelle | Relaxation du stress résiduel | Contrôle de l'alignement |
Cette comparaison met en évidence comment chaque étape introduit des réponses mécaniques et thermiques différentes qui doivent être gérées indépendamment.
Le comportement des tubes rectangulaires dépend non seulement de la géométrie mais également du matériau. Les structures en aluminium, en alliages de cuivre et en acier réagissent chacune différemment aux apports mécaniques et thermiques.
Profilés à base d'aluminium :
- Haute conductivité thermique
- Dissipation thermique plus rapide pendant le soudage
- Plus sujet à une déformation localisée en cas de surchauffe
Profilés à base d'acier :
- Rigidité structurelle plus élevée
- Diffusion de la chaleur plus lente
- Meilleure résistance à la déformation induite par le perçage
Le choix des matériaux influence la manière dont chaque étape de fabrication peut être réalisée sans compromettre la stabilité structurelle.
La qualité de la surface après découpe est un indicateur essentiel du contrôle de la fabrication. La géométrie rectangulaire introduit un comportement de surface unique :
- Les faces plates maintiennent des lignes de coupe plus douces
- Les coins présentent souvent des micro-écailles
- La formation de bavures a tendance à se concentrer sur les bords de sortie
Le maintien d’une qualité d’arête constante nécessite d’équilibrer l’affûtage de l’outil, l’avance et le contrôle des vibrations.
Dans les applications de haute précision, la finition secondaire est souvent utilisée pour stabiliser la géométrie des bords avant les étapes de fabrication ultérieures.
L'un des principaux défis de la fabrication de tubes rectangulaires consiste à maintenir l'alignement des trous sur des surfaces planes.
Facteurs influençant la précision :
- Variation de l'épaisseur de paroi du tube
- Déviation de l'outil sous charge
- Accumulation de chaleur lors du forage continu
Un mauvais alignement est plus probable lorsque plusieurs trous sont percés en séquence sans permettre la récupération thermique du matériau.
La stratégie de soudage joue un rôle décisif dans la minimisation des distorsions. Étant donné que la géométrie rectangulaire restreint les chemins de dilatation naturelle, la chaleur doit être distribuée selon des séquences contrôlées.
Approches courantes de stabilisation :
- Directions de soudure alternées
- Passes de soudure courtes et segmentées
- Intervalles de refroidissement contrôlés
Ces méthodes réduisent l’accumulation de contraintes résiduelles le long des bords longs.
Lors de la fabrication, les tubes rectangulaires peuvent subir trois principaux types de distorsion :
- Déformation angulaire aux coins
- Surface plane courbée en raison de la contraction thermique
- Torsion due à un séquencement inégal des soudures
Chaque type est lié à une étape de fabrication différente et nécessite des méthodes de correction ciblées.
Un élément clé du traitement moderne est que la découpe, le perçage et le soudage ne sont pas des étapes indépendantes. Chaque étape influence la suivante.
Par exemple:
- Les micro-contraintes induites par la coupe peuvent amplifier la déviation du forage
- L'accumulation de chaleur lors du perçage peut affecter la stabilité du soudage.
- La distorsion du soudage peut altérer la précision dimensionnelle finale
Ce comportement interconnecté rend la planification des processus essentielle plutôt que facultative.
D'un point de vue technique, les tubes rectangulaires se comportent comme des systèmes à énergie contrainte lors de la fabrication. La force mécanique, l’apport thermique et la géométrie structurelle interagissent en permanence.
Au lieu de traiter chaque processus isolément, les approches de fabrication modernes se concentrent sur :
- Cartographie des contraintes à travers la structure du tube
- Prédiction du flux de chaleur pendant le soudage
- Contrôle des vibrations lors de la coupe et du perçage
Cette vue intégrée permet de réduire la déformation cumulée à travers les étapes.
Les profilés rectangulaires sont couramment utilisés dans les systèmes nécessitant un support structurel compact et une répartition directionnelle des charges, tels que :
- Ensembles d'échange thermique
- Systèmes de charpente structurelle
- Canaux de fluide fermés
- Supports mécaniques modulaires
Dans ces environnements, la précision de fabrication affecte directement la stabilité du système et les performances à long terme.
Le comportement des tubes rectangulaires lors de la découpe, du perçage et du soudage est régi par l'interaction entre la géométrie, les propriétés du matériau et l'énergie du processus. Chaque étape introduit des défis mécaniques et thermiques distincts qui doivent être gérés pour maintenir l’intégrité structurelle et la cohérence dimensionnelle.
Dans ce cadre,Tubes de transfert de chaleur Sinupower Changshu Ltd.continue d'examiner la dynamique de fabrication deTubes rectangulairesdans le cadre d'une recherche plus large sur le traitement de précision des tubes et le développement de composants de transfert de chaleur.