
Tubes ovales platssont ovales plats en coupe transversale (axe long 80-200 mm, axe court 30-80 mm), et des problèmes tels que l'asymétrie en coupe transversale et les terrifiants excessifs sont susceptibles de se produire lors de la coupe des angles droits. Des processus et des outils professionnels sont nécessaires pour obtenir un traitement précis pour garantir la qualité du soudage ou de l'assemblage ultérieure.
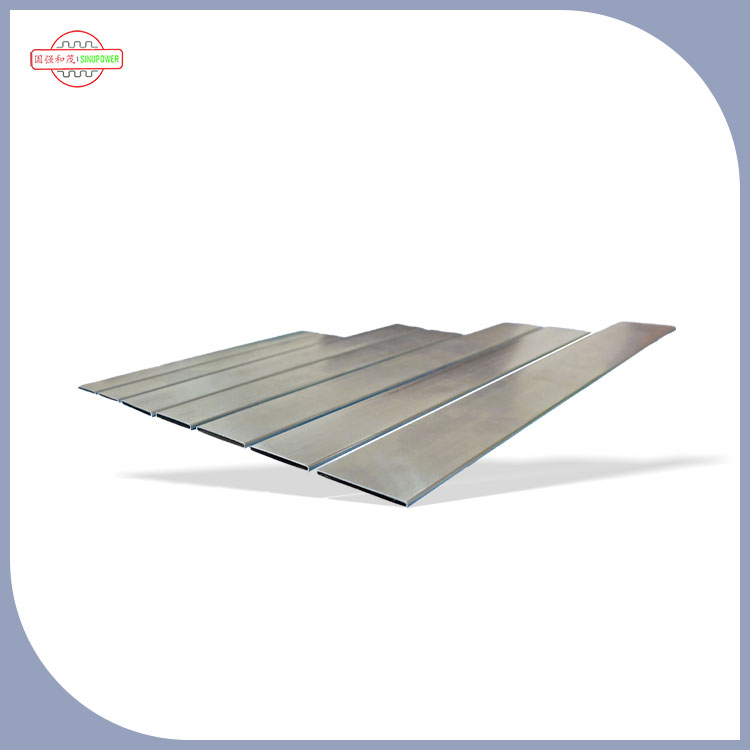
La difficulté de couper est concentrée sur les caractéristiques transversales. La structure asymétrique des tubes ovales plats rend difficile l'assurance de la précision de l'angle droit de la méthode traditionnelle à une taille unique. Si la déviation de l'angle de coupe est supérieure à 1 °, l'espace de l'articulation des boutons dépassera 0,5 mm, affectant la résistance du soudage. De plus, lorsque l'épaisseur de la paroi du tube (généralement 2 à 5 mm) est inégale, la surchauffe locale et la déformation sont sujettes à se produire. En particulier dans le traitement des matériaux en acier inoxydable, une température élevée entraînera la formation de l'échelle d'oxyde, augmentant le coût de broyage ultérieur.
La sélection des outils doit correspondre au matériau et aux spécifications. Pour les tubes ovales plats à faible teneur en acier en acier, la découpe de plasma (actuel 80-120A) est recommandée, avec une vitesse de coupe de 10-15 mm / s, et l'erreur de verticalité de la section peut être contrôlée à moins de 0,3 mm / m; Pour les matériaux en acier inoxydable, la coupe laser (puissance 500-1000W) est préférée, ce qui réalise le traitement sans contact à travers des faisceaux lumineux à haute énergie transmis par la fibre optique, avec une zone touchée par la chaleur <0,1 mm pour éviter la corrosion intergranulaire. Des tubes à parois minces (épaisseur <3 mm) peuvent utiliser la coupe de fil CNC avec une précision de ± 0,01 mm, ce qui convient au traitement des composants de précision.
Le processus d'opération se concentre sur le positionnement et le réglage des paramètres. Avant la coupe, les raccords de tuyaux doivent être fixés par les luminaires pour garantir que la ligne de coupe est perpendiculaire à l'axe (déviation ≤ 0,5 °), et la force de serrage du luminaire est contrôlée à 5-10MPA pour empêcher la déformation; Pendant la coupe du plasma, la buse est maintenue à 3 à 5 mm de la paroi du tuyau et la pression de gaz (air ou azote) est réglée à 0,6-0,8 MPa pour éviter la divergence de l'arc; La coupe laser doit ajuster la position de mise au point en fonction de l'épaisseur de la paroi, et la focalisation des tuyaux à parois épaisses est ajustée à 1/3 de la paroi du tuyau pour améliorer la pénétration de coupe.
Le traitement ultérieur affecte la qualité finale. Après coupure, un broyeur d'angle (avec une roue de broyage à 120 grilles) est nécessaire pour éliminer les terrifiants pour fabriquer la rugosité de la section transversale RA≤12,5 μm; Les tuyaux en acier inoxydable doivent être passivés (immergés dans une solution d'acide nitrique pendant 10 à 15 minutes) pour éviter la rouille sur la coupe. Pour les scènes avec des exigences de haute précision (telles que l'assemblage de tuyaux d'échappement automobile), l'écart à angle droit doit être détecté par un instrument de mesure à trois coordonnées pour s'assurer qu'il répond à la norme de tolérance de ± 0,1 °.
Couper les angles droits sur ftubes ovales latnécessite une prise en compte à la fois des performances de l'équipement et des détails du processus. Grâce à un positionnement précis, à l'optimisation des paramètres et à un traitement ultérieur, une section transversale lisse et un effet de traitement d'angle précis peuvent être obtenus, fournissant une garantie de base pour le scellement et la résistance structurelle de la connexion du pipeline.